


FAQ
Media FAQ´s - Frequently asked questions
A distinction is mainly made between calendered and cast films. Calendered films contain either a monomeric plasticizer or a polymeric plasticizer, the proportion of which is about 20 to 25 percent.
- Monomer calendered films are intended for short-term use. The monomeric plasticizer evaporates quite quickly, especially when exposed to heat. This leads to material shrinkage, which can lead to cracks in the film itself. Calendered films are inexpensive, but their use is limited to up to three years, depending on the manufacturer.
- Polymer calendered films are designed for medium-term use. The plasticizer evaporates much less and the film remains supple for longer. The service life is up to seven years.
Since calendered films have a kind of "memory effect" and return to their original shape, they are mainly suitable for use on smooth and even surfaces.
-
Cast films are designed for long-term use for up to ten years. They show hardly measurable shrinkage phenomena, are suitable for 3D bonding and show no "memory effect".
Source "wikipedia.org"
For a full vehicle wrapping I basically need a cast film, a hot-air dryer, a Mini-Temp (temperature gauge), a cutter and a lot of practice.
It is absolutely necessary to have this "craft" taught by a specialist. Here we can be helpful to you gladly or arrange training courses.
A laminate must always match the base material. For a monomeric printing film, for example, a monomeric laminate must therefore also be used.
We have a large number of media profiles stored in the profile directory. We cannot provide a profile for all RIP / printer / media / resolution combinations.
It is possible to create a media profile on-site, which is adapted to your configuration and needs.
Basically all banner materials can be bonded. A certain amount of grammage must be available for welding in order to guarantee durable welding. Please refer to the data sheet of the respective medium to determine whether the medium is suitable for welding.
Software FAQ´s - Frequently asked questions
This is slightly different for each printer/RIP. The first step is to make the print settings, such as heating temperatures, unidirectional or bidirectional print and drop sizes, then produce a linearization, set the ink limit and then make the ICC profile.
An ICC profile is part of the Media Profile.
A color cast usually indicates that the media profile used does not match. Here only a correct media profile, which is matched to the used system, helps to use.
Proofing is the simulation of the subsequent printing result.
Hardware FAQ´s - Frequently asked questions
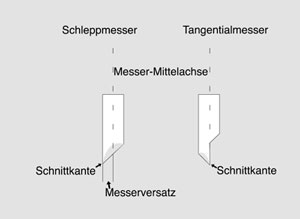
There are two different principles of knife guidance in cutting plotters: firstly, the drag knife, which sits freely rotating in the knife holder and is pulled in the cutting direction by pulling, and secondly, the tangential knife, which is turned motorized in the cutting direction. The drag knife principle is standard for roll cutting plotters, only Summa offers roll plotters that work tangentially controlled. Tangential knives are standard for flatbed plotters.
The differences from the knives are as follows:
To ensure that the drag knife rotates in the cutting direction when it is "dragged", the cutting edge must not be exactly on the knife's centre axis. With the motor-controlled tangential knife, the cutting edge must be at the center axis of the knife. The distance between the cutting edge and the knife centre axis on the drag knife means that the cutting edge does not move exactly as the knife head is guided. This way it can happen around angles that the cutting edge "shortens". In order to cut exact corners with a drag knife plotter, the plotter must know the distance between the center axis of the knife and the cutting edge and guide the head in such a way that this offset is compensated.
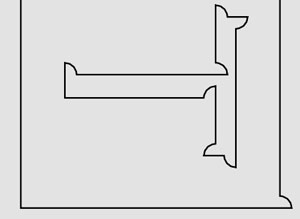
To cut a rectangle and a T with exact corners, the knife of a drag knife plotter must be guided as follows:
The problem here is that the blade offset must be known exactly to the plotter so that the blade guide is adjusted. Deviations, e.g. due to wear, lead to rounded corners. Tolerances are also visible with small objects. Most "real" cutting plotters adapt the plot files internally in such a way that the knife misalignment is compensated. Most cutting plotters also have a function to determine and adjust deviations (to adjust the blade offset). Some very inexpensive cutting plotters or modified pen plotters do not know internally the possibility to compensate the knife misalignment, and therefore need an accordingly prepared plot file. Various softwares can already compensate the knife misalignment from the driver.
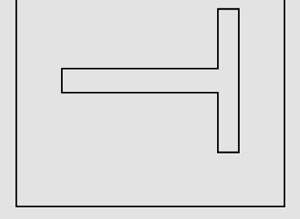
The tangential knife has no blade offset, as the sketch above shows. This means that the knife cuts exactly as the cutting head is guided:
The knife is turned motorised in cutting direction, lifted off at corners, re-aligned and re-inserted. Summa plotters also allow the cutting line to be slightly extended beyond the cross point to make lifting easier. This is also possible with various drag knife plotters, but is actually against the "nature" of the drag knife.
Disadvantage of the tangential knife: Due to the complex technology, plotters with tangentially controlled cutting blades are considerably more expensive than drag knife plotters. However, this has not disturbed the spread of Summa tangential plotters, especially in the professional sector.
In the case of a drag knife, the cutting tip is not in the centre of the axis. If the desired contours are plotted, the knife is pulled (dragged) or the knife head is lowered and the foil is moved. In order to guarantee a clean cutting result, the control of the plotter must now take the offset of the knife tip into account when calculating the plot path.
The offset of the knife tip depends on the selected knife and its angle.
Example:
Summa standard knife (34°) has a knife offset of 0.42 - 0.45 mm.
Summa Flock knife (60°) has a knife offset of 0.9 - 0.93 mm.
see also: What is the difference between tangential and drag knives?
An OPOS (Optical Position Ssystem) is a sensor for cutting plotters to read register marks from a print. This is required to be able to cut contours. The optical sensor compensates the misalignment of the print and automatically sets the zero point.
Each cutting plotter has a so-called test plot for the cutting depth. With optimum adjustment, the test plot can be easily weeded and the cuts are just visible on the carrier material. If traces are visible on the back of the carrier, the pressure is too strong.
The cutting list must be swapped if there are cuts. This can be easily checked with your fingernail.
